Views:0 Pengarang:Editor tapak Masa Terbitkan: 2022-09-26 Asal:Tapak








Serat ruji poliester (PSF) dibuat secara langsung dari PTA dan MEG atau cip PET atau dari sisa PET/poliester dan botol PET yang dimakan PET ,yang digunakan untuk berputar benang dan membuat geotekstil, serta mengisi bantal, mainan barangan, kusyen, dan lain -lain. Untuk mesin pengeluar serat ruji poliester, satu -satunya yang berbeza ialah mesin pemprosesan bahan mentah. Serat dara akan digunakan di PTA, dan kitar semula akan digunakan haiwan kesayangan. Sekarang kita akan menggunakan serpihan haiwan sebagai bahan mentah untuk menggambarkan cara menghasilkan serat ruji poliester seperti di bawah:
Seluruh barisan pengeluaran boleh dibahagikan kepada dua bahagian, garis berputar dan garisan penamat.
Terdapat lima langkah yang perlu dilakukan dalam garis berputar.

Kering
P et flakes , bahan jagung pop, benjolan akan dikeringkan oleh pengering vakum (No.1) atau pengering berterusan dengan suhu tetap . udara disedut oleh pam vakum dan serpihan dikeringkan dalam keadaan vakum.

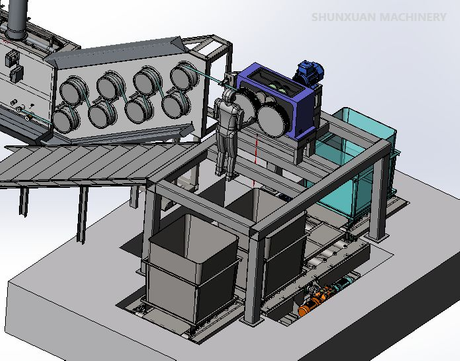
Lebur
Serpihan botol PET dimasukkan ke dalam extruder skru (No.3) dengan makna cair, pencampuran dan penapisan (No. 4) dari corong selepas dipanaskan dan dikeringkan, haiwan peliharaan cair akan melalui penapis untuk menghilangkan kekotoran, seperti PVC dan bahan-bahan lain, cair masuk ke dalam rasuk spin (No.6)
Pelindapkejutan
Cair menjadi aliran kecil selepas diekstrusi dari lubang mikro spinneret dan disejukkan dan dikuatkan oleh aliran udara selepas melalui pelindapkejutan rendah (No. 7). Aliran cair yang disembur dari spinneret menjadi monofilamen bentuk plastik dalam masa yang singkat dan strukturnya berubah. Perubahan ini terutamanya dipengaruhi oleh kelajuan halaju aliran udara dari pelindapkejutan. Suhu udara dan halaju, kawalan jurang bertiup udara dan aliran udara stabil di bawah halaju yang tinggi mempengaruhi faktor langsung kualiti benang. Oleh itu, ia memerlukan aliran udara dari pelindapkejutan dengan kestabilan, keseragaman dan penyesuaian.

Filamen yang disejukkan dan kukuh diminum dan diredam oleh alat penanaman (No. 9) untuk meningkatkan perpaduan benang, untuk memperbaiki harta antistatik benang, untuk mengurangkan geseran di antara benang dan juga untuk mengurangkan gantinya, dan untuk memperbaiki kelebihannya. Roller ke akhir unit Take Up dan dimasukkan ke dalam roller lukisan (No.10), kemudian dimasukkan ke dalam tunda boleh oleh penggelek bunga matahari (No.11). Roda lukisan enam-gulung dan roda bunga matahari didorong oleh motor segerak. Kedalaman dua penggelek bunga matahari boleh laras. Penggelek lukisan dan bunga matahari adalah dengan kelajuan rendah set untuk rentetan benang dan operasi mudah. Sistem berputar dan pengambilan ditetapkan dengan sistem komunikasi kolektif.

Boleh melintasi unit (No. 12 & 12a) didorong oleh motor AC, yang menyedari untuk mengangkut perubahan kosong, pergerakan timbal balik boleh dan penghantaran sarat boleh. Unit ini mempunyai dua jenis kawalan: secara manual (kecuali pergerakan reciprocating) dan automatik. Apabila tunda dapat mencapai berat tertentu mengikut tetapan masa, kaunter masa kawalan yang dapat diprogramkan mengeluarkan isyarat, dan kemudian mekanisme reciprocating secara automatik bergerak sarat dapat ke pusat unit dan mekanisme penyampaian bergerak dapat keluar, sementara itu, untuk bergerak dalam kutipan yang berterusan untuk pengumpulan tunda yang berterusan. Kemudian tunda masuk boleh seimbang dan dihantar ke proses rawatan selepas itu.

Bahagian kedua adalah garisan penamat, terdapat juga lima langkah.

Creel Stand
Creel tunda disusun untuk 4 baris, di mana, dua baris mereka dimasukkan ke dalam penggunaan dan dua baris lain sedang disediakan. Tows dari Tow Creel dibahagikan kepada 3 nos. lembaran untuk lukisan. Kabel tunda berasal dari creel dipandu terlebih dahulu oleh bingkai panduan tunda dan dilalui melalui mandi dip untuk memecahkan lembaran tunda secara merata dengan lebar dan ketebalan tertentu, dan pastikan lebih banyak lagi putaran putaran di lembaran tunda, dan kemudian mulakan proses lukisan.
Tandu
Julat ini menggunakan teknologi lukisan 2 peringkat. Tahap lukisan pertama dijalankan antara tandu pertama dan tandu kedua. Suhu mandi mandi adalah kira -kira 60 ℃ ~ 80 ℃. Nisbah draf peringkat lukisan pertama selesai 80% ~ 85%. Tahap lukisan kedua membawa dada kotak stim antara tandu kedua dan tandu ketiga. Nisbah draf peringkat lukisan kedua selesai 15%-20%.

Selepas disejukkan dan diminum, lembaran tunda dihantar ke dalam tumpukan tunda, 2 atau 3 lembaran tunda ditumpuk ke dalam 1 lembaran tunda. Sudut kecondongan penggelek penyusunan boleh laras untuk mencapai proses penyusunan. Lebar lembaran tunda dan kualiti penyusunan adalah penting untuk crimping. Selepas menyusun, lembaran tunda dihantar ke Crimper melalui roller kawalan ketegangan dan kotak pemanasan stim. Lembaran tunda dipenuhi melalui peremas untuk memastikan persembahan serat yang baik dalam proses kemudian.

Selepas crimping, tunda merebak ke jenis papan rantai yang menyampaikan pengering santai. Tunda dikeringkan secara merata dengan meniup udara paksa, bentuk dimuktamadkan di sini dan kemudian disejukkan di bawah suhu kaca.

Selepas relaxer, tunda diseret ke lantai atas untuk memotong oleh ketegangan pendirian, yang juga menjamin tunda di bawah ketegangan ketegangan untuk memberi makan pemotong dalam arah tangen memotong gelendong. Tows dipotong ke dalam penetapan panjang ruji dengan mengadopsi pemotongan akhbar. Selepas memotong, serat potong masuk ke dalam ruang baler dalam graviti atau melalui penghantar untuk baling, dan kemudian bale adalah berat, baling manual dan pelabelan dan kemudian dihantar ke penyimpanan oleh pengangkat garpu.